

Так повелось, история Петербурга неразрывно связана с европейскими государствами. Отчего за градом прочно закрепился имидж европейской столицы России. Новая Голландия, Немецкая Слобода… Немало и других названий подчеркивают родство с Западной Европой. А с недавних пор и индустриальный пригород начал обзаводиться такими достопримечательностями. Порукой тому завод по сборке грузовиков MAN в Шушарах

Сергей Жуков
Визит на завод откладывался несколько раз. Тому было много причин. Сначала еще нечего было показывать, потом было просто недосуг. Затем и вовсе грянул кризис. Однако, следуя мудрому совету о том, что именно в кризис и закладывается основа для будущего, руководство российского офиса MAN все же решилось приоткрыть завесу над своим сборочным производством в Санкт-Петербурге. Не скрою, был приятно удивлен, когда у входа в офисное здание меня встретил местный «гид» и предложил сразу, без лишних экивоков, пройти в производственный корпус. На мой резонный вопрос, что, может, стоит еще кого подождать ради приличия, был получен короткий ответ, что больше никого и не будет. В общем, полный эксклюзив.
Итак, к реализации проекта компания MAN приступила в 2011 году. Территория и сооружения находятся в долгосрочной аренде. В середине 2013 года сборочное производство вступило в строй действующих. Этому предшествовало получение лицензии на опасный производственный объект, которая, собственно, и позволяла начать сборку грузовиков. У завода один-единственный покупатель — ООО «МАН Трак энд Бас РУС».

ООО «МАН Трак энд Бас Продакшн РУС» является 100-процентной дочерней организацией MAN Truck & Bus AG. Предприятие достаточно сильно интегрировано в производственную систему головного предприятия. Дело доходит до того, что все компьютеры «думают», что их операторы находятся непосредственно в Германии. На заводе действует единая для всех предприятий компании система МРS, и все производственные процессы выполняются по тем же стандартам, что и, скажем, в Мюнхене (логистика, производство и т. п.).
Производственный корпус, расположенный под единой крышей, условно разделен на несколько зон. Зона логистики, где хранятся компоненты будущих грузовиков. Основная доля компонентов приходит из Европы. Зона «распаковки» или, если угодно, комплектации. Производственная линия. Цех окраски. Приемка. Модификационный центр по доводке специальных исполнений.
Общая площадь завода составляет около 30 тыс. м2. При этом на долю непосредственно производства приходится 19,5 тыс. м2. Офисная часть, расположенная над зоной логистики, занимает 1,2 тыс. м2. Персонал завода на момент посещения составлял порядка 90 человек. 47 из них — производственные рабочие. Завод рассчитан на выпуск 6000 грузовиков в год при двухсменной работе. Это приблизительно 15 грузовиков в смену при такте в 27 минут (ограничение по цеху окраски). На момент посещения завода такт сборки грузовика составлял 1 час 45 минут, что приблизительно соответствует сборке трех грузовиков в смену или 600 грузовиков в год. Это не ахти что, но такова ситуация на рынке. Ничего не попишешь.

Отдельная площадка отведена для кабин, поступающих из Австрии
Комплектующие для сборки грузовиков поступают с четырех основных производств MAN. CKD-боксы поступают из Зальцгиттера, из Нюрнберга приходят двигатели, из Мюнхена — мосты, кабины — из Австрии (MAN Steyr). Лонжероны и поперечины рам приходят от глобального поставщика MAN из Германии. Но самое интересное то, что коробки передач поставляются из Набережных Челнов — от СП «ZF-Кама». Нельзя сказать, что это те же самые КП, что и для КАМАЗа. Во всяком случае, то, что приходит на завод в Питер, полностью удовлетворяет немецкую сторону. Отсюда и достаточно высокий уровень локализации производства. В зависимости от модели процент колеблется от 20 с небольшим до 30. Именно это обстоятельство и позволило предприятию получить сертификат локального производителя с целью возможного участия в госзакупках.
Поставляемый из Зальцгиттера CKD-бокс включает в себя 5 ящиков, в которых размещается в среднем до 15 машинокомплектов. Под хранение кабин отведена специальная площадка. В целом на логистический комплекс приходится половина всех производственных площадей. Он напрямую связан с доками, к которым ежедневно приходят под разгрузку трейлеры с комплектующими. Несмотря на отлаженный механизм, идет постоянный процесс оптимизации комплектов, упаковки и всего того, что связано с поставкой комплектующих.
После того как все распаковано и разложено по местам, начинается непосредственно сборка грузовика. Лонжероны рамы устанавливаются на тележки, и начинается таинство сборки. Для того чтобы не запутаться во всем многообразии собираемых грузовиков, мелом на раме рисуют подсказки. На данном этапе технология сборочного процесса полностью идентична заводу в Мюнхене. Сборка рамы, точнее шасси, разбита на 5 постов. После собранное шасси проходит через ворота качества.
Как только рама приобретает законченные черты, внутризаводской номер уступает место VIN-коду, который набивается специальным устройством. Нумерация сквозная, поэтому каждый собранный грузовик легко отследить.

На логистический комплекс приходится половина всех производственных площадей
При сборке рамы в основном используется заклепочное соединение и специальный гидравлический инструмент с усилием в 30 тонн. Болтовые соединения не отвергаются. Технологическая особенность такова, что в одни и те же отверстия могут ставиться как заклепки, так и болты. Однако в места, отведенные специально под заклепки болт уже не поставить. Точность затяжки обычного соединения — с допуском 15 %, ответственного, влияющего на безопасность грузовика, — 5.
На каждом посту, или станции (по немецкой терминологии), масса инструкций как по сборке, так и по периодической поверке инструмента. Качеству сборки уделяется самое пристальное внимание.
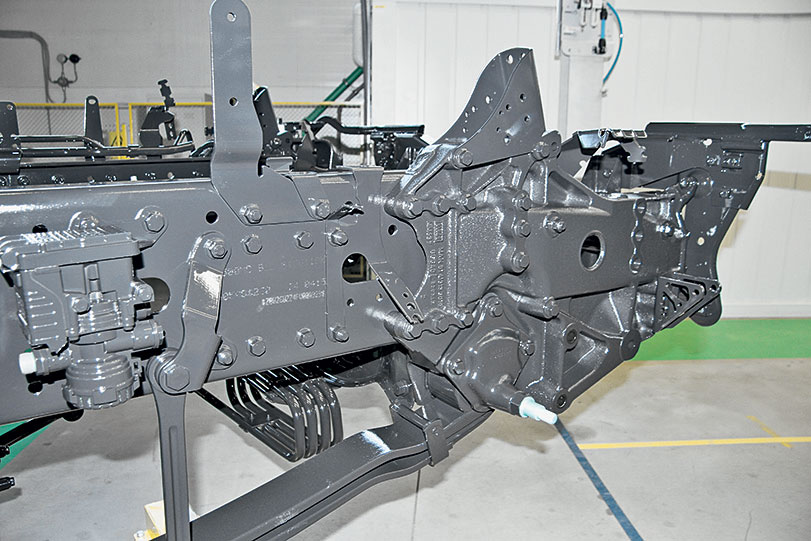
Затем на подсобранную в перевернутом виде раму устанавливают мосты. После чего специальным устройством ей придают привычное положение для дальнейшей сборки. Далее происходит установка гидроусилителя руля и различных мелких деталей. Завершается процесс сборки шасси воротами качества. Здесь проверяются моменты затяжки всех соединений.
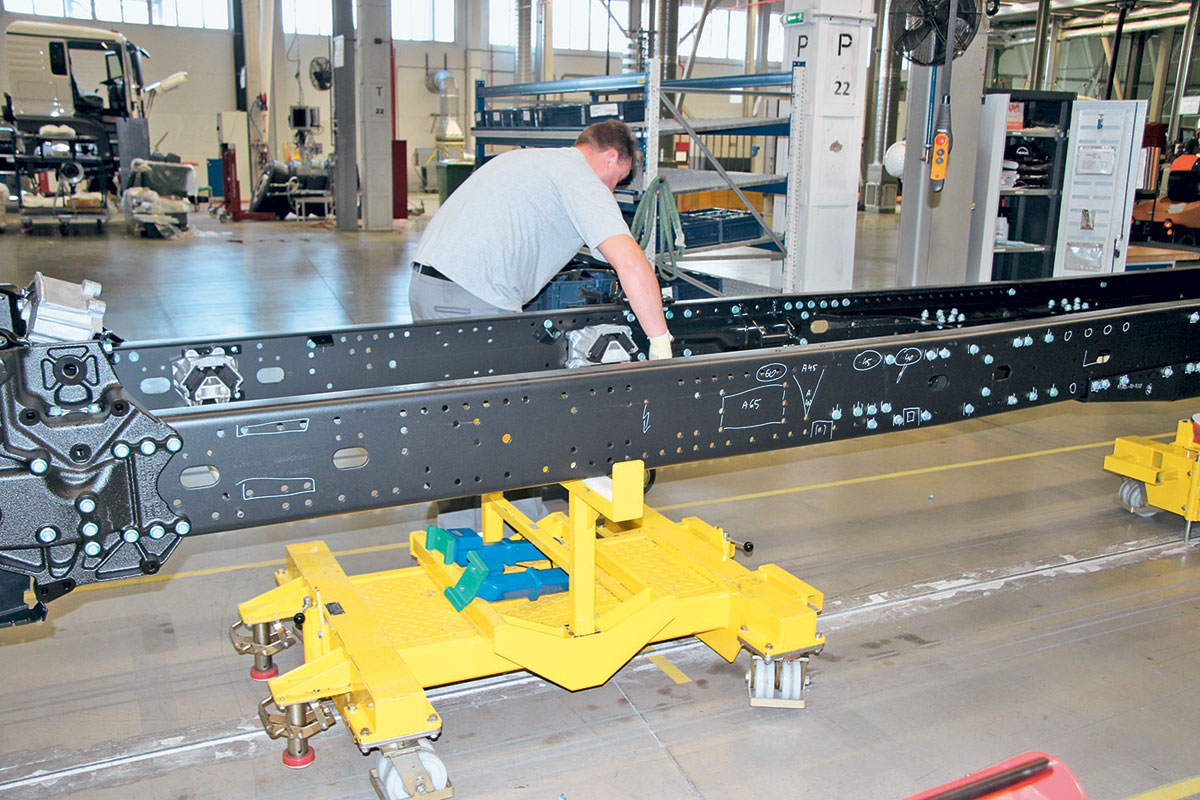
Сборка рамы начинается с подсказок
Несмотря на то, что большая часть комплектующих поступает на сборку уже в окрашенном виде, шасси проходит финальную окраску в соответствии со стандартами, принятыми на MAN. На участке подготовки к покраске часть деталей и узлов маскируется, часть подготавливается к окраске, тут же устраняются дефекты. Окраска осуществляется двумя малярами вручную, пневматическими краскораспылителями. Кстати, используются краски на водорастворимой основе, что не так часто встречается в производстве грузовиков. Сушится шасси в два этапа, затем оно остывает и только после этого поступает на сборочный конвейер.
Заключительная стадия сборки грузовика разбита на 6 этапов. На первых трех устанавливаются пневматические и электрические линии. Работа весьма ответственная, поскольку при сборке необходимо соблюсти массу требований, определяемых стандартами фирмы MAN.
Поскольку работа на сборке кропотливая и достаточно утомительная, помимо обеденного перерыва имеются еще два «перекура» по 15 минут.
На четвертой станции устанавливается радиатор и подсобранный двигатель. Производится подключение гидравлических линий и стыковка с коробкой передач. Ну и далее «свадьба» — подсобранная кабина устанавливается на шасси.
На последней станции устанавливаются колеса, аккумулятор. Машина практически полностью готова к тестированию и программированию.
А вот и российский VIN-код
Далее начинаются станции тестирования, но перед началом регламентных работ машина вывешивается, и из-под нее выводятся конвейерные тележки, которые направляются за новым шасси. Системы грузовика заполняются всеми необходимыми техническими жидкостями (антифриз, хладагент и т. п.), производится заправка топливом.
На первом этапе тестируется пневматика. Затем в работу включаются компьютерщики по программированию систем грузовика, для чего они связываются со специальным сервером в Мюнхене. Если выявляется какая-либо ошибка, то в работу вступает «вторая линия обороны» — MAN CADS. С ее помощью идентифицируется ошибка и способы ее устранения. Если же все нормально, производится первый запуск двигателя.
Далее грузовик, уже своим ходом, направляется на линию окончательных тестов. Перед въездом на тормозной стенд машина преодолевает «полосу препятствий» их неровностей. Таким образом, ее встряхивают, дабы все лишнее отделилось от грузовика. Попутно проводится осмотр на предмет добросовестности крепления деталей и узлов.

Пост установки силового агрегата в сборе и радиатора
На электронном тормозном стенде поочередно тестируются тормоза, ось за осью, а также блокировки дифференциалов (межколесного, межосевого). Затем грузовик заезжает на осмотровую яму, где производится общий осмотр, контроль подвески, установка развала/схождения передних колес.
На завершающем этапе автомобиль проходит через ворота качества. Здесь еще раз тестируется вся электрика и масса других нюансов, отражающих специфику конкретного грузовика. Далее следует дорожный тест протяженностью в 20 км по дорогам общей сети. Специально проработанный маршрут позволяет опробовать машину в различных режимах движения. Если все нормально, грузовик отправляется на весы. Производится контрольное взвешивание, и полученные данные заносятся в ПТС. На предприятии имеется водительский состав в количестве 10 человек, и в зависимости от необходимости они задействованы полностью или частично.

Подсобранное шасси перемещается на специальных тележках с приводом, расположенным под полом
Но на этом контроль качества не заканчивается. Есть так называемая система внутреннего аудита. Раз в три дня один грузовик проходит довольно сложную процедуру. Три дня его досконально осматривают, проверяют все системы, после чего автомобиль отправляется на более длительный дорожный тест (порядка 100 км) с более сложным характером движения.
По завершении аудита выставляется так называемый рейтинг, где «1» — это отлично, чем больше это значение, тем хуже показатель.
Чем интересна система. Сначала набираются баллы. Ноль баллов — отличный продукт. До пяти баллов — это то, что клиент никогда не увидит. До 15 баллов — это то, на что клиент обязательно обратит внимание. До 50 баллов — это серьезный дефект, который может повлечь за собой отказ какого-либо из агрегатов. До 100 баллов — возможный отказ одной из важных систем, такой грузовик никогда не покинет пределы завода. Далее набранные баллы пересчитываются по сложной формуле (происходит учет сложности конструкции конкретного грузовика).
В принципе, на заводе могут собирать все типы грузовиков MAN — TGL, TGM, TGS и TGX. Главное условие — устойчивый спрос.

Все грузовики проходят испытание на тормозном стенде с выводом показаний на электронное табло
Помимо основного производства на заводе имеется специальная выделенная зона — модификационный центр. На этой площадке проводится доработка машин под конкретные пожелания клиента. В частности, на одном из постов происходит переоборудование стандартного шасси MAN TGM под установку пожарного оборудования. Работа сложная, вплоть до изменения длины рамы. На другом посту идет дооснащение грузовиков TGS для работы с КДУ. Данные машины будут задействованы на обслуживании питерской КАД.
Компания «МАН Трак энд Бас Продакшн РУС» является весьма ответственным работодателем. Стандарты, принятые на производстве, превышают даже те, что действуют на территории РФ. Предприятие посетили ряд контролирующих государственных органов, особых замечаний к производству предъявлено не было. Предприятие предоставляет своим работникам достаточно привлекательный социальный пакет. Настолько привлекательный, что на данное производство желали бы попасть многие из ищущих работу в сфере автоиндустрии. Взять хотя бы такой факт: во время работы в цехе играет ненавязчивая музыка. Кстати, по просьбе самих работников.

Финальный осмотр грузовика. а далее дорожный тест
При выборе площадки изначально рассматривался вопрос о наличии достаточного количества квалифицированных кадров, в том числе и с опытом работы в автопроме. К тому времени за Петербургом уже закрепился имидж русского Детройта, поэтому с кадрами проблем не возникло. Большая часть работающих на заводе имеют автомобильное образование или опыт работы в автоиндустрии. Часть работников, на сборке и других ответственных направлениях, прошли стажировку от двух до трех месяцев на предприятиях компании в Западной Европе.
МИМОХОДОМ
При посещении завода не преминул воспользоваться случаем и задать пару-тройку вопросов руководителю предприятия — Станиславу Ковалеву.

— Понятно, что завод не влияет на сбыт продукции. Как решаются вопросы эффективности производства, в особенности в условиях кризиса в экономике?
— MAN имеет единые международные стандарты качества и эффективности, по которым работают производства во всем мире. Завод в Санкт-Петербурге не исключение. Мы не просто придерживаемся стандартов, но также стремимся совершенствовать производственные процессы и улучшать показатели. Результатом этой работы стали первые места по качеству, полученные нами в мае и июне 2015 года на внутреннем конкурсе среди заводов MAN.
— Вопрос локализации — один из главных для производства. Завод принимает в этом какое-либо участие или все «спускается сверху»?
— Как уже было отмечено выше, стандарты качества и эффективности едины для всех предприятий MAN. Тем не менее, решения по поставщикам принимаются с участием специалистов, работающих на заводе в Санкт-Петербурге. Локальные инженеры и служба закупок осуществляют аудит качества поставщиков и непосредственно участвуют в принятии решений.
— Кризисы приходят и уходят. Но именно в это время закладываются основы старта на перспективу. Что у вас в «загашнике» для лучших времен?
— MAN — глобальная компания. Наша сила в том, что мы неразрывно связаны с материнским брендом и входим в собственную сеть производственных предприятий концерна. Если по существу — выпуск в середине лета 1000-го грузовика. Другие наши начинания мы озвучим чуть позже.
ЕСТЬ 1000-Й!

В июле в Санкт-Петербурге сошел с конвейера первый грузовик MAN с четырехзначным порядковым номером, им стал седельный тягач белого цвета MAN TGS 19.400 4х2 BLS-WW.
Мероприятие по празднованию прошло в стенах завода и собрало работников предприятия и руководителей российского подразделения концерна MAN Truck & Bus. В мероприятии принял участие и вице-президент по качеству дивизиона Production truck концерна MAN Truck & Bus г-н Хольгер фон дер Хайде.
Генеральный директор ООО «МАН Трак энд Бас Продакшн РУС» Станислав Ковалев провел для гостей экскурсию по экспозиции грузовиков MAN, выпущенных в Санкт-Петербурге, а в производственном цеху подробно рассказал обо всех этапах сборки грузовых автомобилей и особенностях этого процесса. Г-н фон дер Хайде отметил, что команда работников завода обладает всеми необходимыми профессиональными компетенциями для выпуска продукции в соответствии с самыми высокими стандартами MAN, и грузовики, произведенные в Санкт-Петербурге, идентичны по качеству своим аналогам из Европы.
5 декабря состоялась официальная номинация поставщика штампованных деталей для завода Renault в Москве. По результатам тендера им стала компания «Альфа Автоматив Техноложиз», совместное предприятие АМО ЗИЛ и японской компании IHI Corporation. Поставки деталей от номинированного поставщика на завод «Автофрамос» начнутся в 2009 году, когда мощности завода увеличатся вдвое и достигнут 160 000 автомобилей в год.
«Альфа Автоматив Техноложиз» (AAT), cовместное предприятие АМО ЗИЛ и IHI Corporation, будет поставлять на Автофрамос более 70 наименований внешних кузовных и структурных деталей для всей гаммы Renault Logan. Прессовое производство AAT будет раcполагаться на производственных мощностях ЗИЛ.
Близость расположения завода «Автофрамос» и производства AAT будет способствовать эффективности сотрудничества между Renault и поставщиком, особенно в области качества и логистики.
«Автофрамос», Renault, Москва
© Фото: Renault Россия
Со стороны IHI Corporation, компании мирового уровня, специализирующейся на тяжелом машиностроении, организация производства будет осуществляться при поддержке мировых лидеров в производстве прессовой оснастки и штампованных деталей, японских компаний Ogihara и Fuji Technica.
ОАО Автофрамос инвестирует более 20 млн. евро в штамповую оснастку, за изготовление которой будет отвечать ААТ. Выбор поставщика металлопроката будет осуществляться партнерами совместно.
Локализация поставок штампованных деталей – очередной важный шаг в достижении цели 50%-ной локализации комплектующих для производства Renault в России в 2009 году. На сегодняшний день это партнерство представляет собой один из крупнейших контрактов на поставки между иностранным автопроизводителем и локальным поставщиком в России.
Сегодня Renault в России работает с 25 локальными партнерами-поставщиками, среди которых российские и совместные предприятия, а также филиалы иностранных компаний в России.
Подписка на рассылку материалов Автопарка
Редакция рекомендует:






 (3 оценок, среднее: 4,00 из 5)
(3 оценок, среднее: 4,00 из 5)Статьи по теме










Популярное







































































«Автофрамос», Renault, Москва
© Фото: Renault Россия