Как скрепить между собой два листа стали? Способов довольно много. Например, можно воспользоваться точечной сваркой, склеить, соединить с помощью заклепок, зафиксировать болтами или хитрым образом согнуть листы. Но если мы говорим о прочности, надежности и долговечности, то лазерной сварке и пайке, пожалуй, не будет равных. Чтобы узнать о технологии как можно больше, я направился на завод компании Volkswagen Group Rus в Калугу
Михаил Татарицкий
«Не снимаем защитные очки во избежание попадания искр в глаз и ходим строго по пешеходной зоне!» — важное напутствие от моего проводника перед прогулкой по цехам завода. И словно в подтверждение сказанных слов, вплотную к безопасной зоне проехал автономный грузовой шатл, везущий за собой состав из тележек, под завязку нагруженных комплектующими. Сразу за ним, в сопровождении гитарного соло, звучащего на всю округу из одной-единственной колонки, выехал второй беспилотник. «О, мы специально включаем на них музыку, чтобы рабочие слышали их приближение», — пояснили мне в ответ на вздернутые от удивления брови.

Установка панели крыши перед отправкой кузова в бокс лазерной пайки
Безопасность на калужском предприятии Volkswagen Group Rus, где трудятся порядка четырех тысяч сотрудников, вынесена на первое место. Обязательно ношение очков. На всей территории завода действуют правила дорожного движения. Автоматизированные тележки оснащены сенсорами, определяющими препятствия на пути, а производственная линия в кузовном цехе оборудована сканерами, останавливающими конвейер, если в неположенной зоне оказался человек.

Роботы, оснащенные фотоэлементами, проверяют качество сваренной платформы
За две смены, каждая из которых длится восемь часов, на заводе собирают порядка 480 автомобилей. Это седан Polo, кроссовер Tiguan первого поколения и лифтбэк Skoda Rapid. А в скором времени к ним добавится и новый «Тигуан». Путь каждого автомобиля начинается с рулона оцинкованного металла, который нарезается и отправляется на штамповку. После штамповки детали поступают на производственную линию завода.

Беспилотные шатлы развозят по заводу детали
ИСКРЫ И МЕТАЛЛ
Работа в кузовном цехе кипит, замирая лишь на время обеденных перерывов. Роботы и люди собирают платформу автомобилей, боковины кузова и другие элементы, используя метод точечной сварки. Сборка начинается с днища. Выштампованные из листов оцинкованного металла детали соединяются, затем два электрода из сплава меди направляют электрический ток в одну точку, расплавляя металл и образуя шов. Таким образом, огромная энергия в течение микросекунды концентрируется в одной точке, не нагревая остальную часть листа.
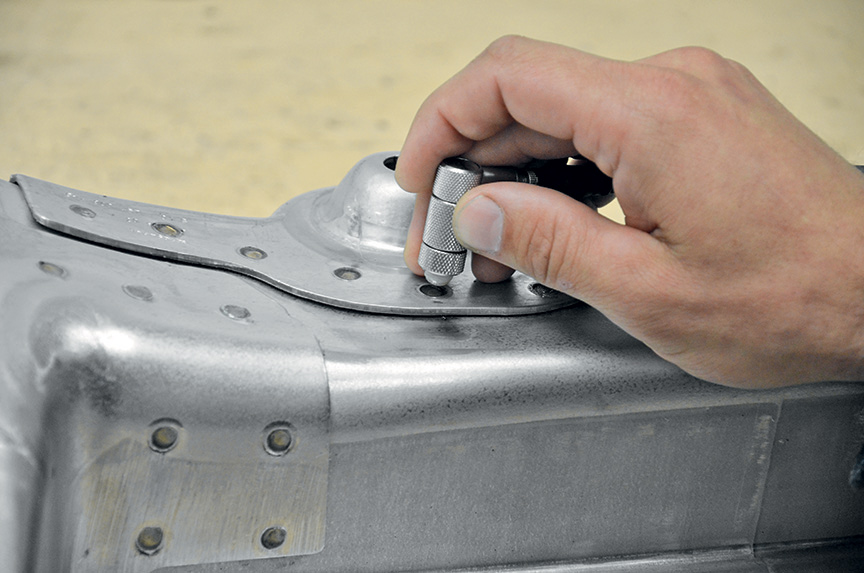
Ультразвуковая экспертиза сварных точек требует от специалиста максимальной усидчивости и внимательности
Каждая собранная платформа проходит лазерное измерение. Помимо этого, контроль качества проверяется роботами, оборудованными фотоэлементами. Они определяют брак и передают данные специалисту, который оценивает деталь и принимает решение об утилизации. Стоит, правда, отметить, что с момента открытия завода таких дефектов, чтобы потребовалась утилизация, выявлено не было. В зависимости от модели, по каждому кузову делают порядка 50 фотографий. И все они хранятся в базе в течение десяти лет. Помимо контроля фотоэлементами, с производственной линии выборочно снимаются детали и отправляются на ультразвуковую экспертизу сварных точек. Обученный специалист, используя контроллер, проверяет ультразвуком порядка 100 точек в час. К примеру, на одном только «Тигуане» насчитывается 5166 сварных точек. Если из них не более 12 окажутся дефектными, то результат оценивается близким к идеальному.

Шов от лазерной сварки на боковине кузова кроссовера Tiguan
ЭТО ВСЕ ЗДОРОВО, НО ГДЕ ЖЕ ЛАЗЕР?
Лазерные сварка и пайка выходят на первый план, когда дело доходит до соединения боковин и верхних панелей кузова. Варят лазером боковины только для «Тигуанов», а пайку используют на всех собираемых моделях при соединении крыши и панели багажного отсека с боковинами кузова. Отличия между сваркой и пайкой в том, что в первом случае в результате нагрева металлы между собой перемешиваются. Что касается лазерной пайки, то здесь используется специальная тонкая медная нить. Лазерный луч калибруют таким образом, дабы его «талия» — самое узкое и, соответственно, самое горячее место — пересекалась с нитью в месте пайки. Происходит нагрев до температуры меньше температуры плавления металлов, а нить благодаря смачиванию накапливается в полость между метлами, скрепляя их. Пайка производится с точностью до 0,3 мм. В среднем, на каждом автомобиле, сходящем с конвейера, пять метров линий лазерной пайки.

Тонкая золотистая полоска лазерной пайки на крыше седана Polo
Сразу после пайки, как и на других участках конвейера, производится контроль качества. Роботизированная промышленная «рука», вооружившись фотоэлементами, изучает шов. Если вдруг находится изъян, за дело берется другой робот, который шлифовальной машинкой снимает незначительную часть латуни, делая шов гладким и чистым.
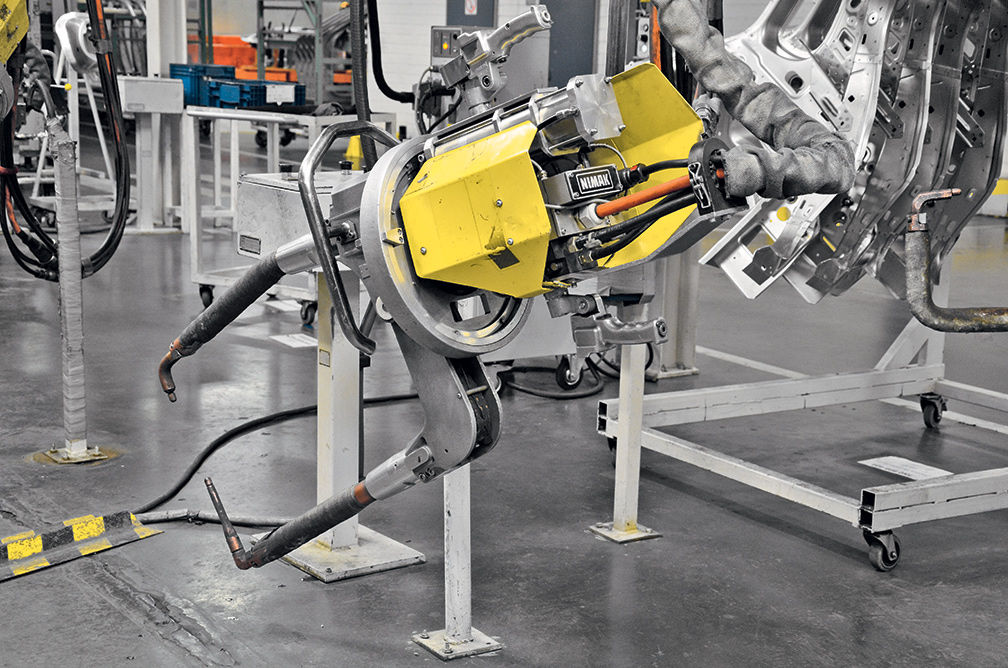
«Клещи» для контактной точечной сварки
Кроме того, экспертная группа выборочно изымает с производственной линии сваренные и спаянные лазером компоненты, чтобы изучить их в лабораторных условиях. Выбранные детали разрезаются на части и запекаются в шайбе из композитного материала. Затем изделие полируется и изучается под микроскопом. Наконец, уже в покрасочном цехе шов покрывают слоем герметика.
Устройство калибруют, чтобы тонкая медная нить пересекалась в месте пайки с «талией» лазерного луча
Эта технология применяется на калужском заводе «Фольксваген» с самого его открытия. На предприятии расположено 5 герметичных кабин для лазерной пайки и 4 для лазерной сварки. Все они питаются от отдельных энергоисточников. Процесс полностью автоматизирован. Присутствие человека внутри боксов во время работы категорически воспрещено из соображений безопасности. Но благодаря видеокамерам, установленным в боксах, сотрудники могут наблюдать за производством.

Множественные срезы пайки крыши седана Polo, запеченные в «шайбе» из композитного материала
Преимущество использования лазерной пайки при соединении крыши с боковинами кузова — в сплошном прочном шве, позволяющем наилучшим образом герметизировать стыки. Важно и то, что швы от лазерной пайки и сварки более долговечные, коррозиестойкие, обладают большим запасом прочности, не требуют тщательной обработки и затрачивают меньше времени в производстве, чем аналоги.
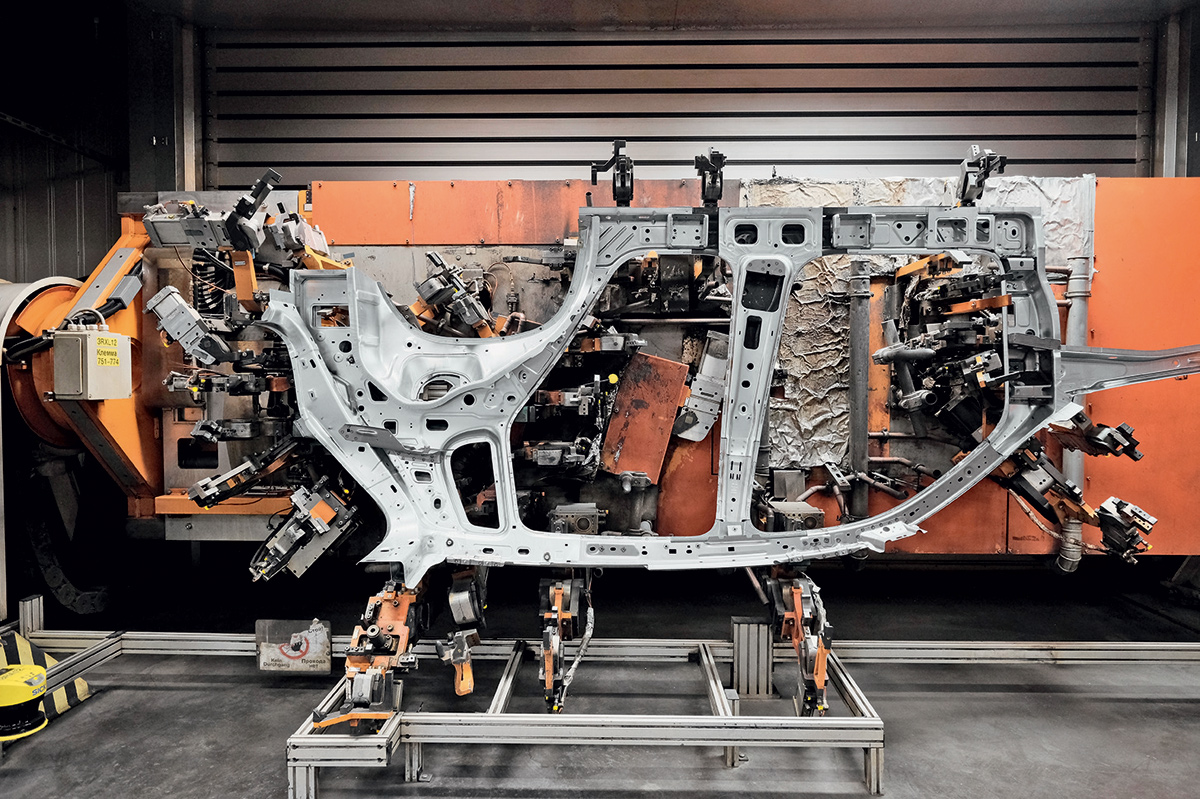
Боковина кузова Volkswagen Tiguan после лазерной сварки ждет, когда ее извлекут из бокса
Но есть и нюансы. Казалось бы, раз лазерные швы эстетичны, надежны и прочны, то почему бы не расширить использование технологии на весь процесс сборки кузова? Ведь на данный момент, несмотря на наличие девяти лазерных кабин, основные работы по сварке деталей кузова ведутся контактной точечной сваркой, производимой как роботами, так и людьми. Теоретически увеличить объем сварки посредством лазера можно, закупив и установив больше дорогостоящего оборудования, но тогда производство станет нерентабельным. Сейчас лазер применяется настолько, насколько это необходимо как с экономической, так и с производственной точки зрения.
Как бы там ни было, после кузовного цеха кузов автомобиля отправляется в покрасочный. Там его погружают и проворачивают на 360 градусов в ваннах, где происходит процесс катафорезного грунтования, чтобы ни одна деталь не осталась «голой». Затем автомобилю придают цвет, распыляя внутри и снаружи краску. Доля человеческого труда при окраске есть, но она минимальна. Окрашенный кузов сушится, а после отправляется в распределительную зону, где ожидает своей очереди попадания на конвейер в монтажный цех. Впереди еще «свадьба» — соединение кузова с двигателем, коробкой и шасси, монтаж комплектующих, тесты и различные проверки, прежде чем автомобиль покинет завод.
Редакция рекомендует:






 (3 оценок, среднее: 4,00 из 5)
(3 оценок, среднее: 4,00 из 5)Хочу получать самые интересные статьи
Статьи по теме










Популярное